
- +82 10 6269 8001


At the heart of every valve we produce lies meticulous and innovative design.
Our engineering team, composed of seasoned professionals with decades of combined experience, approaches each project with an unwavering commitment to precision.
From the initial phase of conceptualizing valve mechanisms to the detailed design of individual components, we ensure every aspect is engineered to perform flawlessly.
We use advanced 3D modeling software to simulate performance under real-world conditions, allowing us to identify and eliminate potential issues before production begins.
Our design philosophy is rooted in creating solutions that meet not only current industry standards but also anticipate future needs. Whether you're looking for a valve to handle extreme temperatures, high pressures, or corrosive environments, our engineering team has the expertise to design it.
Collaboration with our clients is essential to our process. We take the time to understand your specific requirements, ensuring that our valve designs are perfectly suited to your application. Every valve we design is a custom solution, tailored to meet the exact demands of your industry and operational environment, while maintaining the highest standards of quality and safety.

In our manufacturing facilities, the designs come to life through a blend of cutting-edge technology and hands-on craftsmanship. We utilize the latest in CNC machining, robotic welding, and precision forging to produce valves that meet the most stringent global standards.
Our facilities are equipped with advanced machinery capable of handling a variety of materials, including stainless steel, carbon steel, and specialty alloys.
Every stage of manufacturing is tightly controlled, from sourcing raw materials to the final assembly of the valves. We believe that excellence in manufacturing is about more than just meeting technical specifications; it’s about exceeding expectations. Each valve undergoes multiple quality checks throughout the production process, ensuring that even the smallest detail is perfect before moving on to the next step.
Our skilled technicians and engineers work closely together to ensure that every valve is built to withstand the toughest operational environments. Whether it’s for oil and gas, chemical processing, or power generation, our valves are designed for durability and long-term performance.
With a focus on reducing lead times while maintaining uncompromising quality, we’re able to meet both your immediate and future needs with reliability and precision.

Inspection and testing are the cornerstones of our commitment to quality. Every valve we manufacture undergoes a rigorous inspection process that starts before production and continues until the final product is shipped. Our quality assurance team follows industry-leading protocols to test for strength, performance, and safety under extreme conditions.
We utilize a variety of non-destructive testing methods, including ultrasonic, radiographic, and hydrostatic testing, to ensure the integrity of every valve. Each product is also subjected to pressure and temperature simulations to guarantee that it will perform flawlessly in the field, no matter the environment. Our state-of-the-art testing facilities allow us to replicate the most challenging operating conditions, ensuring that each valve exceeds performance expectations.
Beyond technical testing, our inspection team also focuses on compliance with international standards such as ASME, API, and ISO certifications. Our quality control experts review every detail of the valve’s construction, from material selection to final assembly, ensuring that it meets or exceeds the rigorous requirements of global industries. With our comprehensive approach to quality assurance, you can trust that our valves are not only built to last but are also safe and reliable.
Scope of inspection | Leakage test, Fire resistance test, Cryogenic test, Pressure test, Dimension check,3rd party inspeciton

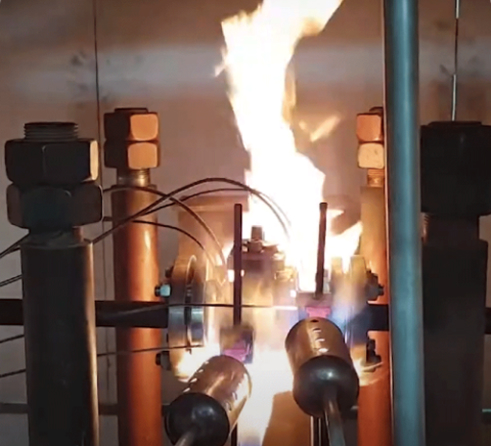
Fire resistance

Cryogenic test

Dimension check

Once our valves have passed all inspections and tests, our focus shifts to delivering them safely and efficiently to your location. We understand that in industries such as oil and gas, chemical processing, and power generation, delays can be costly.
That’s why we’ve developed a robust logistics system to ensure that every valve arrives on time and in pristine condition.
Our packaging process is designed to protect each valve during transportation, whether it’s being shipped across the country or halfway around the world. We work with reliable shipping partners who understand the importance of handling industrial equipment with care.
Valves are carefully packed using custom crating, moisture protection, and vibration-dampening techniques to ensure they remain secure and undamaged throughout the shipping process.
Moreover, our global distribution network allows us to ship our products to virtually any location.
Whether your operations are based in a remote location or a major industrial hub, we ensure timely delivery through streamlined customs processing and real-time shipment tracking.
Our logistics team is always available to provide updates on your shipment and to address any questions or concerns. With our focus on reliability and efficiency, we take the hassle out of shipping, so you can focus on your operations.
Scope of inspection | Pre-shipment inspection